 English
English
Druck unbedingt auf der buildplate lassen. Drucker kann man erst mal ausschalten, falls man das Problem später/am nächsten Tag lösen will.
Druckkopf über das Menü manuell positionieren und somit die letzte gedruckte layer herausfinden: Z-Achse erst zu hoch einstellen und dann von oben langsam heran tasten, bis man eine Höhe gefunden hat, die gerade noch so den Druck mit der nozzle nicht berührt; hier z.B. 20,5mm.
Eine Kopie der verwendeten Gcode-Datei anlegen und diese mit einem Editor öffnen. Für die folgenden Berechnungen muss man die verwendete Druckschichthöhe/layer-height kennen; hier z.B. 0,3mm (im Gcode steht z.B. am Anfang als Kommentar „;Layer height: 0.3“).
Jetzt errechnen wir, mit welcher layer wir den Druck fortfahren müssen: 20,5mm / 0,3mm = 68,33 ≈ 68 (hier wurde für dieses Beispiel zwar abgerundet, man sollte aber eigentlich besser aufrunden!). Die Zählung der layer fängt bei 0 an, also muss unser Druck bei layer Nummer 68 – 1 = 67 fortgesetzt werden.
In der Gcode-Datei suchen nach „;LAYER:67“ und die nächste davorliegende Zeile mit „;MESH:NONMESH“ suchen. Den gesamten Code, der vor dieser Zeile steht, bis zu der Zeile „;LAYER:0“ (einschließlich) markieren (Cursor setzen bei oben beschriebener Zeile „;MESH:NONMESH“ bei layer 67, an den Anfang scrollen, Shift-Taste drücken, Cursor setzen bei layer 0) und löschen.
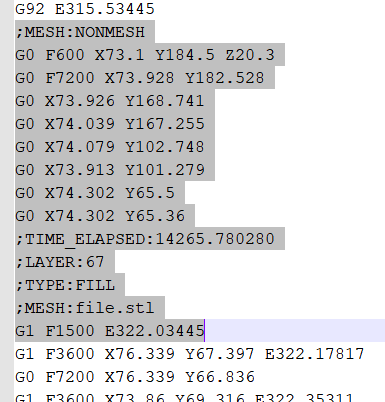
Jetzt müssen wir die Zeile nach „;MESH:<Dateiname>.stl“ betrachten: Der Wert, der hinter dem „E“ steht ist relevant -> 322.03445
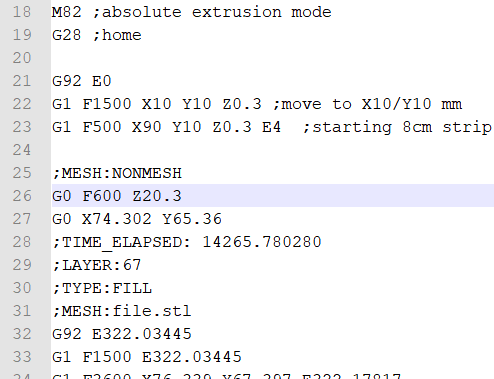
Nach „;MESH:<Dateiname>.stl“ fügen wir folgende Zeile ein (mit dem entsprechenden Wert von „E“): G92 E322.03445
Damit setzen wir einen absoluten Nullpunkt für den Extruder. (siehe https://reprap.org/wiki/G-code#G92:_Set_Position)
In dem Teil zwischen der Zeile „;MESH:<Dateiname>.stl“ und „;LAYER:67“ können wir alle Zeilen löschen, außer die Zeile, in der ein „Z“ drin steht und die letzte Zeile aus dem Abschnitt (mit einer Positionierung von X und Y). Die Zeile mit dem „Z“ setzt die Z-Achse auf die korrekte Höhe. Die entsprechende Zeile (hier: „G0 F600 X73.1 Y184.5 Z20.3“) ändern wir ab in: G0 F600 Z20.3
Datei speichern und drucken. Bereit sein, den Druck abzubrechen/stoppen, wenn man merkt, dass sich der Druckkopf falsch bewegt und man doch irgendeinen Fehler in der Gcode-Datei gemacht hat.
Titelbild: Photo by Christian Englmeier on Unsplash, modified with Canva
Schreibe einen Kommentar